Как паять паяльником, видео, фото инструкции
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой. 
Содержание:
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:

Для работы с электрическими схемами и SMD-платами применяют электрические паяльники. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.

Рекомендуем к просмотру это видео. Оно может раскрыть оставшиеся вопросы о флюсах и припоях.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.


Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.


Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Очень часто электрические паяльники используют для пайки печатных плат. Для этого подойдет специальный небольшой прибор средней мощности. Более подробно рекомендуем прочитать статью о выборе паяльников для плат и микросхем.


Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
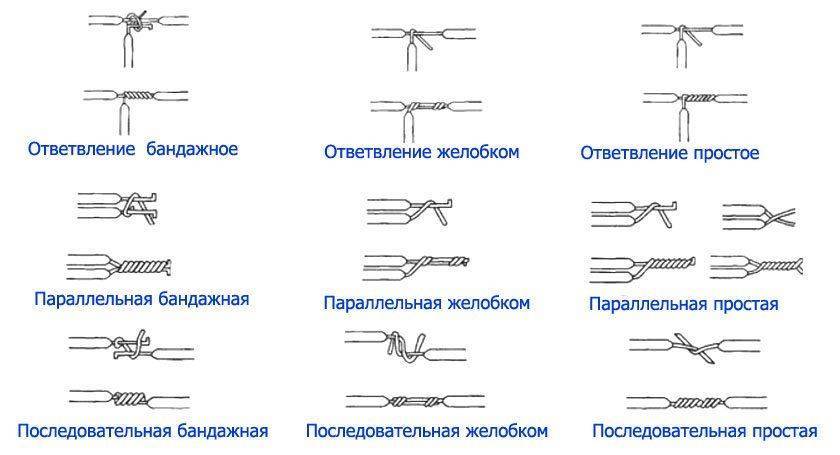
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:


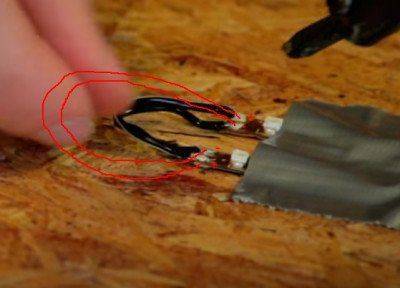
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Чем обезжирить медь перед пайкой
Баллон углекислотный (новый, на башмаке, вентиль ВК-94):
ПОДГОТОВКА ИЗДЕЛИЙ К ПАЙКЕ.
ВЫБОР ОСНОВНОГО МЕТАЛЛА И ПРИПОЯ.
Наиболее распространенные металлы, применяемые для изготовления паяных соединений, и рекомендуемые припои для них приведены в таблице ниже.
Таблица. Основные металлы и припои, применяемые для их пайки.
ОЧИСТКА ПОВЕРХНОСТИ ИЗДЕЛИЙ ПЕРЕД ПАЙКОЙ.
Качественное паяное соединение может быть получено только в том случае, если место соединения предварительно очищено от грязи, жира, продуктов коррозии и окисных пленок, которые препятствуют проникновению припоя в шов.
Механическая очистка поверхности металлов. Механическую очистку поверхности изделий от окислов, ржавчины и окалины производят наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной и чугунной дробью и др.
Химическое обезжиривание в щелочных растворах. Простейшим и весьма эффективным способом обезжиривания в единичном и мелкосерийном производствах паяных изделий является обработка обработка этих изделий венской известью. Тонко размолотую венскую известь разводят водой до кашицеобразного состояния, кистью наносят ее на изделие, затем тщательно протирают изделие и раствор смывают водой.
В условиях массового производства чаще применяют щелочные растворы различного состава. В зависимости от загрязнения температуру растворов поддерживают в пределах 60-90 град.С с продолжительностью обезжиривания 5-30 минут.
Обезжиривание в органических растворителях. Толстые слои смазочных масел с изделия со сложными поверхностями, с внутренними полостями и глубокими отверстиями удаляют при помощи органических растворителей. Органические растворители не могут быть применены для обезжиривания деталей, поверхность которых покрыта влагой, шлифовальной пастой, пылью и неорганическими веществами. В качестве органических растворителей применяют бензин, керосин, ацетон, дихлорэтан, трихлорэтан и другие углеводороды.
В единичном и малосерийном производствах применяют обезжиривание в бензине, керосине и ацетоне. В крупносерийном производстве детали очищают от жира дихлорэтаном и трихлорэтиленом.
Детали обезжиривают несколькими способами: погружением изделия в растворитель, парами растворителя и комбинированным способом. Методом погружения обычно обрабатывают детали тонкого сечения, сильно загрязненные маслом и полированными пастами. В парах растворителя обрабатывают крупногабаритные и малозагрязненные изделия. Еще более совершенным является способ комбинированного обезжиривания в парах, погружением и обрызгиванием.
Электрохимическое обезжиривание. Окончательное чистовое удаление масел производят методом электрохимического обезжиривания в холодных или горячих щелочных растворах с подключением изделия к источнику постоянного электрического тока.
Химическое травление. Имеющиеся на поверхности изделий пленки окислов и других соединений при обезжиривании не удаляются. Наличие этих пленок препятствует образованию прочного соединения припоя с паяемым металлом, поэтому изделия перед пайкой после обезжиривания подвергают травлению. Окалину и окислы с поверхности стали снимают погружением в растворы серной, соляной, фосфорной и других кислот.
Изделия из черных металлов, травленные во фтористоводородной и фосфорной кислотах. имеют более чистую поверхность, чем после травления в серной и соляной кислотах. Для сокращения времени травления и получения чистой поверхности применяют смеси кислот. Травление производят при температурах 20-90 град.С.
Электрохимическое травление. Для учскорения процесса очистки применяют электрохимический способ травления, при котором изделие помещают в качестве анода (анодное травление) или катода (катодное травление) в электролитическую ванну.
Комбинированное обезжиривание и травление. Для предварительной очистки деталей от продуктов коррозии и, окислов и жировых загрязнений применяют комбинированное обезжиривание и травление. С целью антикоррозийной защиты при хранении изделий после химической обработки применяют пассивирование и сушку.
Очистка с помощью ультразвука. Ультразвуковая обработка резко сокращает процесс очистки деталей от жировых загрязнений. Ее применяют в тех случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
После обработки ультразвуком изделия необходимо промывать в чистой воде, а раствор очищать от примесей.
Термическая очистка. Термическая, или пламенная очистка состоит в нагреве очищаемой поверхности металла горелкой. Для очистки горелку быстро перемещают по поверхности металла, посторонние вещества при этом сгорают. Мундштуку горелки придают серповидную, угловую и другие формы в зависимости от формы очищаемой поверхности. Скорость перемещения должна быть достаточной, чтобы не допустить коробления поверхности металла; в среднем она равна 3-10 м/ч.
Промывка. Растворы, применяемые для травления и обезжиривания, не должны загрязняться посторонними веществами, особенно недопустимо перенесение химических реактивов из обезжиривающих ванн в травильные и наоборот. Поэтому после каждой проделанной операции по подготовке поверхности необходима тщательная промывка изделия в воде.
Чем обезжирить медь перед пайкой
Пайка, флюсы, припои и о том, как работать паяльником? Какой паяльник использовать, какие бывают флюсы и припои? И, немного о том, что такое паяльная станция.
Лудильщик — человек занимающийся пайкой металлических изделий.
Из очень старого справочника…
О пайке, паяльном оборудовании, флюсах и припоях
 Ни один серьезный ремонт не обходится без паяльных работ. Паяльник есть практически в каждом доме, и пайка теперь обычное дело не только технарей специалистов, а и любого домашнего мастера любителя. Без качественно выполненной пайки, нормальная работа электронного устройства (хоть контакта на люстре, хоть конденсатора на материнской плате) рано или поздно, с большой вероятностью, будет нарушена. Так как во время пайки происходит взаимное растворение припоя и той части металла, на который он наносится, после остывания получается довольно прочное соединение, обладающее хорошей электропроводимостью. Но для того, чтобы соединение получилось действительно качественным и долговечным, приходится учитывать некоторые нюансы
Ни один серьезный ремонт не обходится без паяльных работ. Паяльник есть практически в каждом доме, и пайка теперь обычное дело не только технарей специалистов, а и любого домашнего мастера любителя. Без качественно выполненной пайки, нормальная работа электронного устройства (хоть контакта на люстре, хоть конденсатора на материнской плате) рано или поздно, с большой вероятностью, будет нарушена. Так как во время пайки происходит взаимное растворение припоя и той части металла, на который он наносится, после остывания получается довольно прочное соединение, обладающее хорошей электропроводимостью. Но для того, чтобы соединение получилось действительно качественным и долговечным, приходится учитывать некоторые нюансы
Паяльники, паяльные станции
 Главное различие паяльников — мощность. Для ремонта печатных плат и монтажа небольших элементов, чувствительных к статическому напряжению, применяются паяльники с мощностью 24-40Ватт. Для пайки широких проводников, шин питания и различных массивных элементов — 40-80Ватт. Паяльники на 100Ватт и более, в основном применяют для пайки массивных стальных конструкций, особенно из цветных металлов с большой теплопроводностью.
Главное различие паяльников — мощность. Для ремонта печатных плат и монтажа небольших элементов, чувствительных к статическому напряжению, применяются паяльники с мощностью 24-40Ватт. Для пайки широких проводников, шин питания и различных массивных элементов — 40-80Ватт. Паяльники на 100Ватт и более, в основном применяют для пайки массивных стальных конструкций, особенно из цветных металлов с большой теплопроводностью.
Не стоит забывать и о напряжении питания. Стандартом в России является 220В, 50Гц, но для пайки, например в автомобиле или в других местах, где сложно найти розетку, можно использовать паяльники с напряжением 12/18/24В. Другой важной характеристикой паяльника является его рабочая температура. Самые простые образцы не имеют четкого температурного режима, и при недостаточном нагреве места пайки, когда припой не расплавляется до состояния текучести и не может заполнить все предназначенные ему зазоры, наблюдается довольно частый эффект, называемый «холодная пайка». Место спая оказывается матовым, шероховатым и соединение получается непрочным.
Перегретое жало паяльника ускоряет его износ, припой при этом перегревается, жало покрывается окалиной, флюс выгорает, сцепление припоя с жалом ухудшается. Часто жало паяльника перегревается из-за чрезмерного выпаривания припоя, в результате перегреваются полевые элементы и микросхемы, отслаиваются дорожки печатных плат. Произвести качественную работу паяльником с низкой или слишком высокой температурой, естественно невозможно.
В случае если пайка для вас частое дело, придется обзавестись набором паяльников различной мощности, а еще лучше паяльной станцией, так как они имеют регуляторы температур, автоматическое поддержание заданной температуры, удобную подставку под паяльник, ванну для очистной губки, антистатическую защиту и некоторые дополнительные возможности. Хорошая паяльная станция, конечно же, стоит недешево, но и набор различных паяльников и качественных насадок к ним может обойтись не меньше.
Припои и флюсы
Флюс, в качестве которого обычно применяется еловая или сосновая канифоль, необходим для растворения и удаления оксидов, а также защиты места пайки от окисления. Многие используют спиртовой раствор канифоли, нанося его кисточкой на место пайки. Такой раствор несложно сделать и самому, а вместо спирта можно использовать другой растворитель, например бензин или ацетон. Главный недостаток канифоли — при чрезмерно высоких температурах удаляется не только оксидная пленка с металла, удаляется и сам металл.
 Припой, сплав олова со свинцом, необходим для соединения спаиваемых деталей. Припои разделяют на тугоплавкие (твердые припои) и легкоплавкие (мягкие припои). Выпускаются в виде зерен, палочек, прутков, полосок, лент, проволоки, заполненных канифолью трубок, порошков и паст с жидким флюсом. Для ремонта домашней, в том числе компьютерной техники используют легкоплавкие припои с относительно низкой температурой плавления до 300С, например ПОС-61. Обозначение ПОС расшифровывается как — припой оловянно-свинцовый, цифра в конце процентное содержание олова. Для получения специальных свойств в оловянно-свинцовые припои добавляют кадмий (ПОСК), висмут (ПОСВ), сурьму (ПОССу) и другие металлы.
Припой, сплав олова со свинцом, необходим для соединения спаиваемых деталей. Припои разделяют на тугоплавкие (твердые припои) и легкоплавкие (мягкие припои). Выпускаются в виде зерен, палочек, прутков, полосок, лент, проволоки, заполненных канифолью трубок, порошков и паст с жидким флюсом. Для ремонта домашней, в том числе компьютерной техники используют легкоплавкие припои с относительно низкой температурой плавления до 300С, например ПОС-61. Обозначение ПОС расшифровывается как — припой оловянно-свинцовый, цифра в конце процентное содержание олова. Для получения специальных свойств в оловянно-свинцовые припои добавляют кадмий (ПОСК), висмут (ПОСВ), сурьму (ПОССу) и другие металлы.
Наиболее удобным является использование трубок диаметром 2-3мм с каналом канифоли внутри. Можно паять как обычно, захватывая каплю олова с трубки и переносить ее на место пайки или прижимая жало паяльника к месту пайки, подносить к нему кончик трубки. Трубка при этом плавится, затекая в зазоры, к тому же благодаря ее малому диаметру, количество припоя легко дозируется.
Советы по пайке
Выбирайте паяльник с возможностью смены жала, которых сейчас предлагают целый ассортимент. Это и лопатки, конусы, иглы, вообщем все зависит от конкретных потребностей и ваших финансовых возможностей.
Уделите очистке жала пару минут перед любой работой, при слишком сильных загрязнениях используйте напильник. Для удаления с жала остатков выгоревшего флюса, пыли и окисла, удобно применять кусочек дерева или картона (хотя многие делают это быстрым движением пальцев, что в принципе тоже эффективно).
При применении обычного паяльника для защиты от статики, целесообразно соединить проводниками надетый на руку антистатический браслет с паяльником и корпусом ремонтируемого устройства.
Разогревая паяльник, не оставляйте его «насухую», обязательно погрузите жало паяльника в канифоль, как только оно разогреется до температуры способной ее расплавить. Слой канифоли на поверхности жала защитит его от окисления. При нагреве до температуры плавления припоя его необходимо залудить.
 Для хранения припоя нежелательно использование металлических коробочек, крышек, консервных банок, так как припой, упавший на их поверхность прилипает, металл такой коробочки (особенно если она используется еще и в виде подставки для паяльника) разогревается, появляются сложности с точным дозированием, и в результате образуется олово-канифольная каша, с которой работать будет не очень удобно.
Для хранения припоя нежелательно использование металлических коробочек, крышек, консервных банок, так как припой, упавший на их поверхность прилипает, металл такой коробочки (особенно если она используется еще и в виде подставки для паяльника) разогревается, появляются сложности с точным дозированием, и в результате образуется олово-канифольная каша, с которой работать будет не очень удобно.
Обязательное условие для образования надежного паяного контакта — равные температуры спаиваемых поверхностей.
Заранее очистите, обезжирьте бензином или другим органическим растворителем и залудите контактные площадки перед пайкой. Частой ошибкой является то, что некоторые компоненты сначала паяют, а потом откусывают лишнюю длину ножек и пытаются убрать лишние капли припоя.
Не забывайте о предельных температурах электронных компонентов, особенно полевых транзисторов и интегральных микросхем. При температуре 260-300С не превышайте время пайки более чем на 5-10 секунд.
Изменяя длину жала паяльника — можно изменять температуру. Но намного удобней делать это при помощи автотрансформатора или специального регулирующего устройства. Конечно же, это не касается счастливых владельцев паяльной станции.
Теоретически температура жала паяльника должна соответствовать применяемому припою и суммарному теплоотводу спаиваемых деталей. Конечно же, подсчитать это непросто, но при приобретении опыта, угадывается «на глаз». Гармоничная, аккуратная и качественная пайка приходит со временем и опытом. Не бойтесь паяльника, практикуйтесь, рассчитывайте на свой здравый смысл и интуицию! Ведь паяльник главный инструмент при любом более-менее серьезном ремонте!
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.