domir.ru
ДоМир — Домашний Мир
Опиливание криволинейных поверхностей
Криволинейные поверхности подразделяются на выпуклые и вогнутые. Обработка таких поверхностей обычно связана со снятием относительно большого слоя металла (припуска).
Выпуклые криволинейные поверхности сначала размечают, затем снимают лишний металл ножовкой или зубилом, а потом опиливают плоскими напильниками: основной припуск снимают напильником № 0, оставляя припуск до разметочной риски в 0,8–1 мм; далее напильником № 4 или № 5 снимают оставшийся припуск до риски.
Сила нажима на напильник во время рабочего хода практически не меняется, а изменение его положения относительно обрабатываемой детали – балансировка – напоминает качели (в случае если деталь закреплена в тисках в горизонтальном положении) (рис. 32):
– в начале рабочего хода носик напильника направлен вниз, а рукоятка приподнята;
– в середине рабочего хода напильник располагается горизонтально;
– в конце рабочего хода приподнятым должен быть носик напильника, а рукоятка – опущенной.
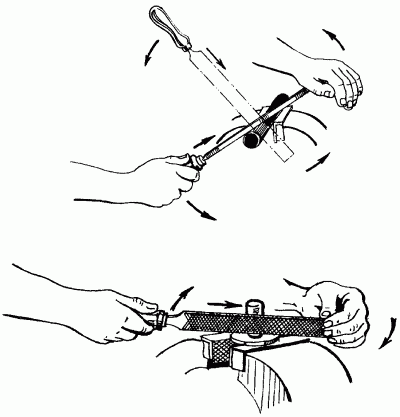
Рис. 32. Приемы опиливания выпуклых криволинейных поверхностей.
Если же деталь закреплена в тисках в вертикальном положении, то движение напильника будет иным:
– в начале рабочего хода носик напильника направлен несколько вверх и влево;
– в конце рабочего хода напильник носиком смотрит прямо вперед.
В ходе опиливания деталь периодически освобождают из тисков и поворачивают относительно ее оси на небольшой угол (приблизительно на 1/5 оборота). Качество работы проверяют с помощью шаблона.
Обработку вогнутых криволинейных поверхностей также начинают с нанесения разметки контура детали на заготовке.
Большую часть лишнего металла можно удалить зубилом, ножовкой (при этом используется ножовка без рамки) или одновременно высверливанием и выпиливанием, оставив небольшой припуск, а затем полукруглым или круглым напильником спилить припуск до разметочной риски (рис. 33).
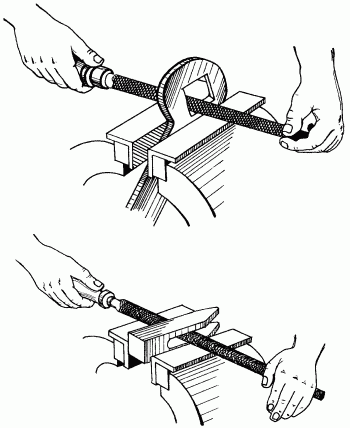
Рис. 33. Приемы обработки вогнутых криволинейных поверхностей.
При выборе напильника следует учесть, что радиус его сечения должен быть несколько меньше радиуса опиливаемой поверхности. Во время работы сочетают два вида движений напильником: прямолинейное (от себя – на себя) и вращательное. Качество работы контролируется наложением шаблона.
Опиливание вогнутых и выпуклых поверхностей. Изготовление шпонки. Отделка опиленной поверхности. Техника безопасности при опиливании.
Многие детали машин имеют криволинейные очертания как выпуклой, так и вогнутой формы.
При опиливании и распиливании криволинейных поверхностей необходимо выбрать наиболее рациональный способ удаления лишнего металла.
Опиливание вогнутых поверхностей заключается в следующем. Вначале на заготовке размечают необходимый контур детали.
Большую часть металла в данном случае можно удалить выпиливанием ножовкой (рис. 113, б), после чего заготовка примет форму треугольника, показанную на рисунке. Затем плоским или квадратным напильником распиливают грани и спиливают выступы полукруглым или круглым драчевым напильником, приближаясь к прочерченной при разметке риске. Профиль сечения полукруглого напильника необходимо подобрать с таким расчетом, чтобы его радиус был меньше, чем радиус распиливаемой поверхности.
Не доходя примерно 0,3-0,5 мм до намеченной риски, драчевый напильник следует заменить личным и, переставляя в тисках заготовку, распилить ее до риски. Проверять правильность формы распиливания лучше всего по шаблону на просвет.
Перпендикулярность распиленной поверхности торцу заготовки проверяют, прикладывая угольник в нескольких местах распиленного углубления.
Опиливание выпуклых поверхностей рассмотрим на примере опиливания носка слесарного молотка, показанного на рис. 113, а.
После разметки ножовкой отрезают углы заготовки, и она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают дополнительный слой металла, не доходя до риски на 0,8-1,0 мм, а личным напильником осторожно снимают оставшийся слой точно по риске.
Изготовление шпонки. В практике слесарных работ часто приходится изготовлять шпонки, которые в соединениях деталей играют очень важную роль.
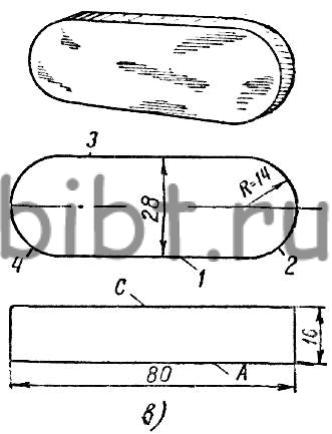
Для примера рассмотрим изготовление закладной шпонки (рис. 113, в), заключающееся в выполнении следующих операций:
1) отмеряют на стальной полосе нужную длину шпонки согласно чертежу;
2) отрезают ножовкой по разметке требуемую длину;
3) опиливают начисто плоскость A, а затем стороны 1-2 (проверку выполняют по угольнику);
4) затем размечают стороны 3-4 согласно чертежу (длину, ширину, радиусы закругления);
5) опиливают размеченные стороны 3-4, проверяя размер штангенциркулем, а перпендикулярность сторон по угольнику;
6) подгоняют шпонку по соответствующему ей пазу. Шпонка должна входить в паз без нажима, легко и без качки;
7) для получения заданной высоты плоскость С опиливают по высоте.
Опиливание тонких деталей. Опиливание плоских тонких деталей производится по существу так же, как и толстых. Разница заключается только в том, что такие детали при опиливании закрепляются тонкими гвоздиками в гнездах деревянных брусков (рис. 114).
Отделка опиленной поверхности. После опиливания поверхности иногда подвергают отделке бархатными напильниками, полотняной или бумажной абразивной шкуркой, абразивными брусками и т. д.
При отделке плоскости бархатными напильниками опиливание производится продольными и поперечными штрихами с легким нажимом на напильник.
Для отделки плоских поверхностей иногда применяют абразивную шкурку, которую навертывают на плоский напильник или же натягивают на одну сторону напильника полоску шкурки, придерживая ее концы руками. Так же обрабатывают и цилиндрические детали.
Техника безопасности при опиливании. При выполнении опиливания необходимо соблюдение следующих требований по технике безопасности:
1) не разрешается пользоваться напильниками без ручек или с расколотыми или треснувшими ручками;
2) слесарные верстаки должны быть устойчивыми;
3) при опиливании предметов с острыми кромками не поджимать пальцы левой руки под напильник при обратном ходе его;
4) не сметать стружку руками и не сдувать ртом;
5) обрабатываемые детали надежно закреплять в тисках.
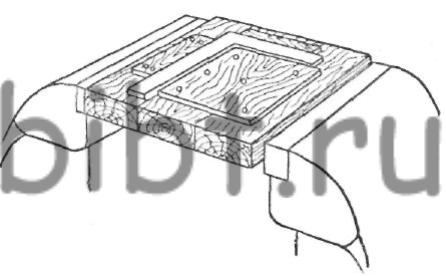
Рис. 114. Крепление угольника при опиливании
Опиливание криволинейных поверхностей
Криволинейные поверхности деталей машин делят на выпуклые и вогнутые. Обычно опиливание таких поверхностей связано со снятием значительных припусков.
Прежде чем приступить к обработке, следует тщательно разметить заготовку и выбрать наиболее простой способ удаления лишнего металла. В одном случае требуется предварительно вырезать ножовкой, в другом — высверлить, в третьем — вырубить.
Излишне большой припуск на опиливание ведет к увеличению времени на выполнение задания, а малый припуск создает опасность повреждения детали.
Выпуклые поверхности обрабатывают плоскими напильниками вдоль и поперек выпуклости. На рисунке ниже показан прием обработки носка слесарного молотка.
 | Приемы опиливания выпуклой поверхности |
При поперечном движении напильника вперед относительно выпуклости правая рука с напильником должна опускаться, а его носок — подниматься. Такие движения дают возможность получения плавного закругления поверхности, без углов, направленных вдоль выпуклости. При поперечном опиливании выпуклой поверхности шпонки напильнику сообщают, кроме прямолинейного, еще и вращательное движение.
Шпонка с выпуклыми поверхностями
а — технический рисунок; б — чертеж; в — приемы опиливания.
Так же опиливают и другие детали, например ушки.
Вогнутые поверхности
Вогнутые поверхности обрабатывают круглыми и полукруглыми напильниками. В этом случае также сочетают прямолинейное и вращательное движения, то есть при каждом движении напильника вперед его немного поворачивают правой рукой вправо или влево.
| Опиливание вогнутой поверхности |
При выполнении выемки в металлической заготовке значительную часть в ней удаляют ножовкой. Затем квадратным напильником опиливают грани, а полукруглым или круглым напильником спиливают оставшийся выступ, приближаясь к разметочной риске.
Радиус сечения полукруглого напильника должен быть меньше радиуса опиливаемой поверхности.
Черновое опиливание выпуклых или вогнутых поверхностей следует вести драчёвым напильником так, чтобы до разметочной риски оставалось примерно 0,5 мм. Окончательно обрабатывают личным напильником.
Правильность формы выпуклых и вогнутых поверхностей проверяют шаблонами «на просвет».
Вопросы
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Опиливание выпуклых поверхностей
Опиливание выпуклых поверхностей
После разметки ножовкой срезают углы заготовки, и она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до требуемого контура на 0,8–1,0 мм, после чего личным напильником окончательно осторожно снимают оставшийся слой металла.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Обработка поверхностей
Обработка поверхностей Обычно целью обработки поверхности является защита от различных повреждений, коррозии, возгорания (например, в случае таких материалов, как древесина), неблагоприятных воздействий окружающей среды, биозащита, а также создание определенного
Опиливание выпуклых поверхностей
Опиливание выпуклых поверхностей Опиливание выпуклых поверхностей производится следующим образом. После разметки ножовкой срезают углы заготовки, после чего она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до
Опиливание мелких деталей
Опиливание мелких деталей Мелкие детали зажимают в ручные тиски и, оперев их о верстак, поворачивают левой рукой на себя при рабочем ходе, т.е. при движении напильника вперед, и от себя при холостом ходе.При этом напильник или надфиль держат правой рукой с вытянутым вперед
Очистка поверхностей
Очистка поверхностей Хорошо, если поверхность, которую предполагается облицовывать керамической плиткой, находится в идеальном состоянии и можно сразу приступать к работе. Однако на практике ждать такого чуда не приходится, и поэтому вам самим придется приложить
Выравнивание поверхностей
Выравнивание поверхностей Данная процедура является необходимой в том случае, если поверхность имеет слишком заметные неровности, которые могут быть как выпуклыми, так и вогнутыми. Возможен и вариант, при котором поверхность имеет значительный наклон и из-за этого
Огрунтовка поверхностей
Огрунтовка поверхностей После соответствующей подготовки поверхностей приступают к их огрунтовке. Рецепты грунтовок для различных видов окрасок приведены выше.В зависимости от рода окрашиваемой поверхности и тщательности выполнения работ грунтовку наносят в один
Отделка поверхностей
Отделка поверхностей Стены можно не только гладко окрашивать, но и наносить на них различные рисунки с помощью тряпок, трафаретов или валиков с рисунками. До нанесения или набивки рисунка поверхности должны быть хорошо окрашены в нужный цвет. Разделка тряпками
Опиливание
Опиливание Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.С помощью напильника придают деталям требуемую форму и размеры, производят пригонку деталей друг к другу,
Опиливание вогнутых поверхностей
Опиливание вогнутых поверхностей Сначала на заготовке размечают необходимый контур детали. Большую часть металла в данном случае можно удалить вырезанием ножовкой, придав впадине в заготовке форму треугольника или высверливанием. Затем напильником опиливают грани и
Опиливание выпуклых поверхностей
Опиливание выпуклых поверхностей После разметки ножовкой срезают углы заготовки, и она принимает пирамидообразную форму. Затем с помощью драчевого напильника снимают слой металла, не доходя до требуемого контура на 0,8–1,0 мм, после чего личным напильником окончательно
Опиливание цилиндрических заготовок
Опиливание цилиндрических заготовок Цилиндрический стержень сначала опиливают на квадрат, сторона которого должна быть равна диаметру цилиндра плюс припуск на последующую обработку. Затем у квадрата опиливают углы и получают восьмигранник, из которого опиливанием
Опиливание мелких деталей
Опиливание мелких деталей Мелкие детали зажимают в ручные тиски и, оперев их о верстак, поворачивают левой рукой на себя при рабочем ходе (движение напильника вперед) и от себя при холостом ходе. При этом напильник (или надфиль) держат правой рукой с вытянутым вперед
Подготовка поверхностей
Подготовка поверхностей
Подготовка поверхностей Обои приклеивают на поверхности разного рода, которые необходимо предварительно подготовить для проведения работ. Поверхность готовят таким образом, чтобы она стала гладкой, без пыли и грязи. На влажной поверхности обойный клей, особенно если
§ 4. Виды опиливания
Опиливание наружных плоских поверхностей. Опиливание обычно начинается с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом.
Следует отметить, что выполнение этого вида работы является наиболее трудным. Если слесарь научится правильно опиливать прямолинейные поверхности, то он точно сумеет опилить и другие поверхности.
При опиливании плоских поверхностей используют плоский напильник — драчевый и личной. Сначала опиливают одну широкую плоскость (она является базой, т. е. исходной плоскостью для дальнейшей обработки), затем вторую параллельно первой и т. д. Следует стремиться к тому, чтобы опиливаемая плоскость всегда находилась в горизонтальном положении. Опиливание нужно вести перекрестными штрихами. Параллельность сторон проверяют кронциркулем или штангенциркулем.
Качество опиливания по верхности проверяют поверочной линейкой в различных положениях (вдоль, поперек, по диагонали).
Рассмотрим последовательность опиливания поверхностей у стальной плитки (рис. 137, а) с точностью 0,5 мм.

Рис. 137. Виды опиливания:
а — плоской плитки, б — угольника 90°, в — крепление угольника в тисках
Опиливание поверхностей, расположенных под прямым углом. Опиливание сопряженных поверхностей, связанное с пригонкой внутреннего угла, сопряжено с некоторыми трудностями.
Выбрав одну из поверхностей в качестве базовой (обычно принимают большую), опиливают ее начисто, а затем обрабатывают вторую поверхность под прямым углом к базовой.
Правильность опиливания второй поверхности проверяют поверочным угольником, одну полку которого прикладывают к базовой поверхности.
Опиливание поверхностей по внутреннему прямому углу ведут так, чтобы ко второй поверхности было обращено ребро напильника, на котором нет насечки.
Приведенный порядок обработки угольника обеспечивает плоскостность каждой поверхности и перпендикулярность ребер между собой и по отношению к поверхностям.
Опиливание квадрата на конце стержня. Эту работу начинают с опиливания первой грани, размер которой контролируют штангенциркулем. Затем параллельно ей опиливают вторую грань, при этом контролируют размер головки квадрата. Третью грань опиливают под углом 90° к опиленным граням и проверяют угольником. Четвертую грань опиливают по размеру и параллельно третьей грани.
Опиливание цилиндрических заготовок. Опиливание цилиндрического стержня на меньший диаметр выполняют в такой последовательности. Цилиндрический стержень (рис. 138) сначала опиливают на квадрат, в размер его сторон должен входить припуск на последующую обработку. Затем у квадрата опиливают углы и получают восьмигранник, из которого опиливанием получают шестнадцатигранник; в процессе дальнейшей обработки получают цилиндрический стержень требуемого диаметра. Слой металла до получения четырех и восьми граней необходимо снимать драчевым напильником, а восьмигранник и шестнадцатигранник опиливают уже личным напильником. Проверку правильности опиливания производят штангенциркулем в нескольких местах.

Рис. 138. Опиливание цилиндрических деталей:
I — цилиндр, II — квадрат, III — восьмигранник. IV — многогранник
Опиливание вогнутых и выпуклых криволинейных поверхностей. Многие детали машин имеют выпуклую и вогнутую форму.
При опиливании и распиливании криволинейных поверхностей необходимо выбрать наиболее рациональный способ удаления лишнего металла.
В одном случае требуется предварительное выпиливание ножовкой, в другом — высверливание, в третьем — вырубка и т. д. Слишком большой припуск на опиливание ведет к большому расходу времени на выполнение задания, а оставление слишком малого припуска часто ведет к порче детали.
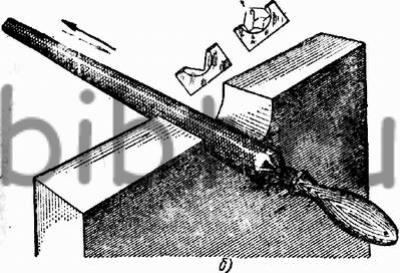
Опиливание вогнутых поверхностей. Вначале на заготовке размечают необходимый контур детали. Большую часть металла в данном случае можно удалить ножовкой, впадине в заготовке нужно придать форму треугольника (рис. 139,а). Затем квадратным или трехгранным напильником опиливают грани и спиливают выступы полукруглым или круглым драчевым напильником до нанесенной риски. Профиль сечения круглого или полукруглого напильника выбирают таким, чтобы его радиус был меньше, чем радиус опиливаемой поверхности.

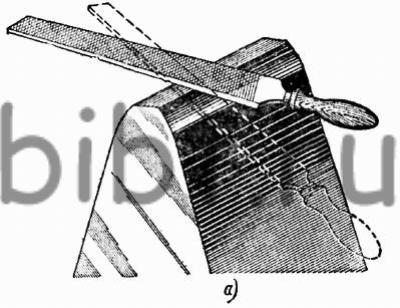
Рис. 139. Опиливание поверхностей:
а — вогнутой, б — выпуклой
Не доходя примерно 0,3—0,5 мм до риски, драчевый напильник заменяют личным. Правильность формы распиливания проверяют по шаблону на просвет, а перпендикулярность опиленной поверхности к торцу заготовки проверяют угольником.
Опиливание выпуклых поверхностей рассмотрим на примере опиливания носка слесарного молотка (рис. 139, б).
После разметки ножовкой срезают углы заготовки, и она принимает пирамидообразную форму. С помощью драчевого напильника снимают слой металла, не доходя до риски на 0,8— 1,0 мм, а затем личным напильником окончательно осторожно снимают оставленный припуск.

Рис. 140. Изготовление шпонки
Опиливание тонких пластинок. Опиливать тонкие пластинки обычными приемами опиливания нецелесообразно, так как при рабочем ходе напильника пластинка изгибается и возникают «завалы».
Не рекомендуется для опиливания тонких пластинок зажимать их между двумя деревянными брусками (планками), так как при этом насечка напильника быстро забивается древесной и металлической стружкой и его приходится часто чистить.
В целях повышения производительности труда при этом опиливании тонких пластинок прибегают к склепыванию 3—10 таких деталей в пакеты. Приемы опиливания ребер в пакете те же, что и при опиливании плитки с широкими ребрами.
Можно обойтись без склепывания тонких деталей, а использовать приспособления, называемые наметками. К таким приспособлениям относятся раздвижные рамки, плоскопараллельные наметки, копирные приспособления (кондукторы) и т. д.
Обработка в рамках. Простейшее приспособление представляет металлическую рамку 1 (рис. 141), лицевая сторона которой тщательно обработана и закалена до высокой твердости. Обрабатываемая пластинка 2 закладывается в прорезь рамки и зажимается болтами 3. Затем рамку зажимают в тисках, и обработку ведут до тех пор, пока напильник не коснется верхней плоскости рамки. Поскольку эта плоскость рамки обработана с большой точностью, то и опиливаемая плоскость не требует дополнительной проверки при помощи линейки.

Рис. 141. Опиливание в рамках
Универсальная наметка (параллели) состоит из двух брусков 1 прямоугольного сечения, скрепленных между собой двумя направляющими планками 2 (рис. 142). Один из брусков жестко соединен с направляющими планками, а другой может передвигаться вдоль этих планок параллельно неподвижному бруску.

Рис. 142. Опиливание в универсальных наметках
Сначала в слесарные тиски устанавливают раздвижную рамку, а затем заготовку 3. После совмещения разметочной линии с верхней плоскостью рамки заготовку вместе с планками зажимают в тисках.
Обработка в плоскопараллельных наметках. Наиболее распространенными являются плоскопараллельные наметки (рис. 143), которые имеют точно обработанные плоскости и выступы 1, которые дают возможность обрабатывать плоскости, расположенные под прямым углом, без контроля угольником во время опиливания. На опорной плоскости 2 наметки имеется несколько резьбовых отверстий. С помощью винтов к этой плоскости можно прикрепить направляющие линейки, или угольник, которые дают возможность опиливать детали с заданным углом.

Рис. 143. Опиливание в плоскопараллельных наметках
Обрабатываемую пластинку 4 закладывают в наметку 3, упирая ее базовую кромку в выступ 1. Легкими ударами молотка по пластине подводят ее к размеченной риске до совпадения с верхней поверхностью наметки, после чего окончательно зажимают наметку с пластинкой в тисках и производят опиливание.
При помощи наметки можно опиливать различные профильные пластины как с выпуклыми, так и с вогнутыми участками.
Обработка в кондукторах. Наиболее производительным является опиливание заготовок, имеющих криволинейный профиль, по копиру (кондуктору).
По копиру 1 (рис. 144) опиливают заготовку 2. Рабочие поверхности копира обработаны с точностью от 0,05—0,1 мм, закалены и отшлифованы.

Рис. 144. Опиливание по копиру
Заготовку 2 вместе с копиром зажимают в тиски и опиливают до уровня рабочих поверхностей копира.
Применение таких кондукторов целесообразно при обработке большого количества одинаковых деталей, которые можно обрабатывать как по одной, так и пакетом в несколько штук.
Отделка поверхностей. Выбор способа отделки и последовательность отдельных переходов зависит от обрабатываемого материала и требований к качеству поверхности, ее состояния, конструкции, размеров детали и величины припуска, которые обычно составляют 0,05—0,3 мм.
Ручная зачистка шлифовальной шкуркой. В тех случаях, когда требуется высокая точность обработки, поверхности после опиливания подвергают окончательной отделке бархатными напильниками, полотняной или бумажной абразивной шкуркой и абразивными брусками. При отделке меди и алюминия шкурку натирают стеарином.
При отделке поверхностей пользуются деревянными брусками с наклеенной на них абразивной шкуркой (рис. 145, а). В некоторых случаях полоску шкурки накладывают на плоский напильник, придерживая при работе концы рукой (рис. 145, б). Для отделки криволинейных поверхностей шкурку навертывают на напильник в несколько слоев (рис. 145, в). Зачистку ведут сначала грубыми шкурками, а затем более тонкими.

Рис. 145. Зачистка опиленных поверхностей:
а — аразивной шкуркой, б — напильником со шкуркой, в — зачисткой вогнутой поверхности
Ручная зачистка является малопроизводительной операцией.
Зачистка и полирование шлифовальными шкурками с помощью универсальных переносных машинок. Шлифовальную шкурку склеивают в виде колец и закрепляют на эластичном основании специальных разжимных головок, которые устанавливаются на рабочих концах шпинделей универсальных электрических и пневматических машинок.
Для закрепления шкурки в оправке из инструментальной стали прорезают шлиц размером 0,6 х (25—30) мм, в который вводится конец полотна шкурки. Затем шкурку навертывают на оправку, после 1,5—2 оборотов конец шкурки косо завертывают и хвостовиком напильника прижимают к торцу оправки. Таким образом, шкурка надежно закреплена на оправке.
Отделочные операции производятся шлифовальными шкурками с помощью специальных ручных механизированных инструментов (дисковых шлифовальных машинок), ручными механизированными инструментами с абразивными лентами или на специальных ленточношлифовальных станках.