Станок токарно-винторезный 1М63БФ101



Назначение станка по металлу 1М63БФ101
Станок предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволя
Технические характеристики станка 1М63БФ101
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный 1М63БФ101 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1М63БФ101 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный 1М63БФ101 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
1М63БФ101 станок токарно-винторезный с УЦИ
паспорт, схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1М63БФ101
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
1М63БФ101 станок токарно-винторезный с устройством цифровой индикации (УЦИ). Назначение, область применения
Токарно-винторезный станок 1М63БФ101 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб (метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка 1М63БФ101 имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Модификации токарного винторезного станка серии 163
163 – РМЦ 1400, 2800. Первая модель 163-й серии, начало выпуска 1956 год.
1Д63А, 1М63Д, 1М63ДФ101 – РМЦ 1400, 2800. Станок выпускался станкостроительным заводом им. Кирова (г. Тбилиси) с 1952 года.
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные станки 163 серии быстроходные повышенной мощности.
1М63НФ1, 1М63НФ101 – станок токарно-винторезный нормальной точности, дополнительно оснащен 3-х координатной системой УЦИ фирмы «Newall» на продольное перемещение каретки с суппортом (ось Z), на поперечное перемещение суппорта (ось X), на перемещение резцовых салазок с суппортом (ось Y).
1М63Н-1 – станок токарно-винторезный нормальной точности с укороченной станиной.
1М63НФ10М – станок токарно-винторезный нормальной точности с укороченной станиной, дополнительно оснащен устройством цифровой индикации (УЦИ).
1М63НГ – токарно-винторезный станок 163 серии с выемкой в станине.
1М63НП – токарно-винторезный станок 163 серии повышенной точности.
История токарно-винторезного станка 1м63
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 16М30Ф3, 1П756ДФ3.
С 1976 года начало серийного выпуска токарных станков: 1м63Ф101, 1м63Бф101, 1м63мФ101.
В 1992 году начало серийного выпуска последней модели 163 серии 1М63Н.
Габаритные размеры рабочего пространства токарного станка 1М63БФ101

Габариты рабочего пространства станка 1м63Бф101
Посадочные и присоединительные базы токарного станка 1М63БФ101

Посадочные и присоединительные базы токарного станка 1м63Бф101
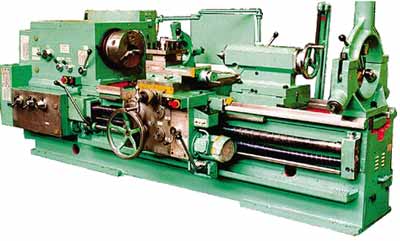
Общий вид токарно-винторезного станка 1М63БФ101

Фото токарно-винторезного станка 1м63Бф101
Расположение органов управления токарно-винторезным станком 1М63БФ101

Расположение органов управления токарно-винторезным станком 1м63Бф101
Органы управления токарно-винторезного станка 1М63БФ101 и их назначение
Кинематическая схема токарно-винторезного станка 1М63БФ101

Кинематическая схема токарно-винторезного станка 1м63Бф101
Описание кинематической схемы токарно-винторезного станка 1М63БФ101
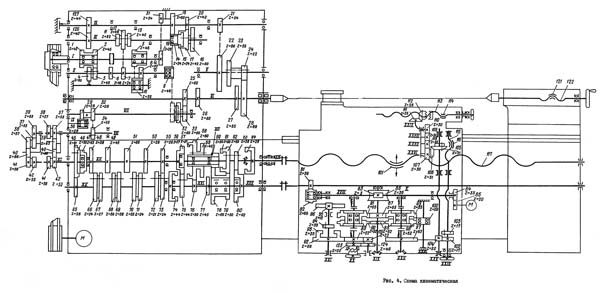
От главного электродвигателя, помещенного в левов тумбе станка, вращение передается клиновыми ремнями на приводной шкив первого (фрикционного) вала коробки скоростей (рис 4).
Значения 24 ступеней частоты вращения шпинделя и числа зубьев зубчатых колес соответствующих кинематических цепей коробки скоростей приведены в табл. 4.
Движение на вал VIII сменных зубчатых колес передается через следующие кинематические цепи:
Кинематические цепи нарезания резьб
Метрические резьбы
Дюймовые резьбы
Модульные резьбы
Питчевые резьбы
При нарезании дюймовых, модульных, питчевых и метрических резьб нельзя использовать механизм ускоренного перемещения каретки в исходное положение, за исключением случаев нарезания метрических резьб. имеющих шаг, кратный шагу ходового винта (шаг ходового винта равен 12 мм).
Возврат каретки в исходное положение осуществляется реверсом фрикциона путем переключения рукоятка 16 или 23 (см. рис. 3) не выключая маточной гайки, т.е. не переключая рукоятку 17 из положения «Ходовой винт».
При нарезании многозаходных резьб деление на число заходов можно осуществлять:
Кинематические цепи подач
Продольные подачи
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса кинематической цепи метрической резьбы, губчатые колеса 63-80 на ходовой вал XVII и губчатые колеса фартука 81-82, червячную пару 83-86, губчатые колеса 87-91, муфту сцепления, зубчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-90, муфту сцепления, губчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
Поперечные подачи
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-98, муфту сцепления, губчатые колеса 97-102-104, 104-103 на винт 115.
При подаче верхних резцовых салазок суппорта движение передается от фартука черев губчатые колеса 97-102-104, 105-106, 107-108-109-110, 111-112 и кулачковую муфту на винт 113.
Быстрые перемещения суппорта
Движение передается от электродвигателя через губчатые колеса 85-84, червячную пару 83-86 и далее через механизмы соответствующих подач.
Коробка скоростей токарно-винторезного станка 1М63БФ101
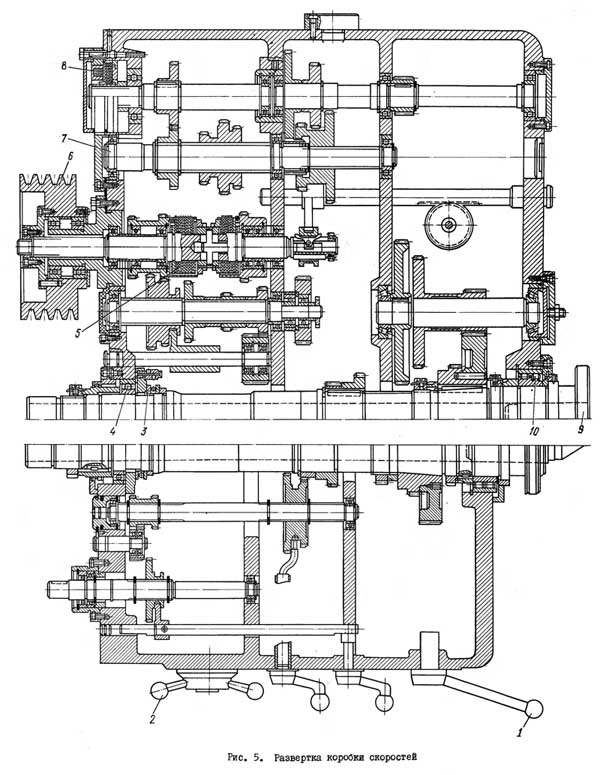
Коробка скоростей токарно-винторезного станка 1м63Бф101
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1М63БФ101
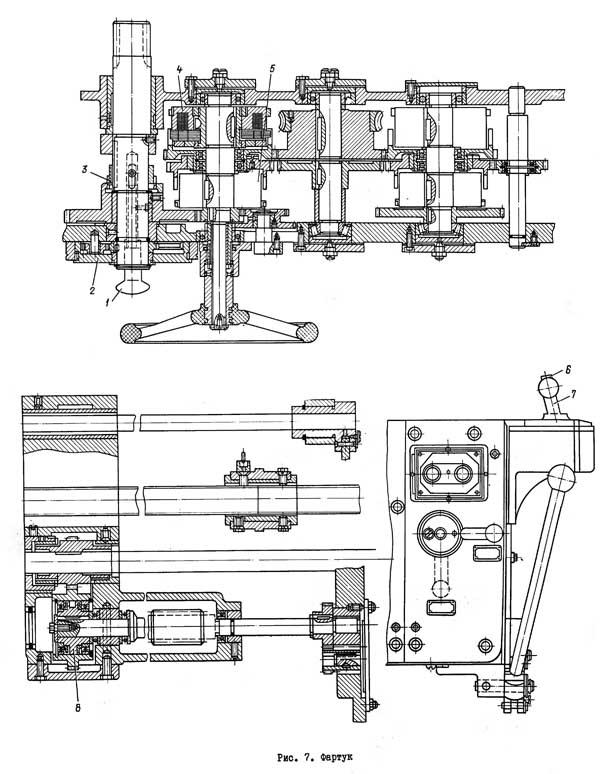
Фартук токарно-винторезного станка 1м63Бф101
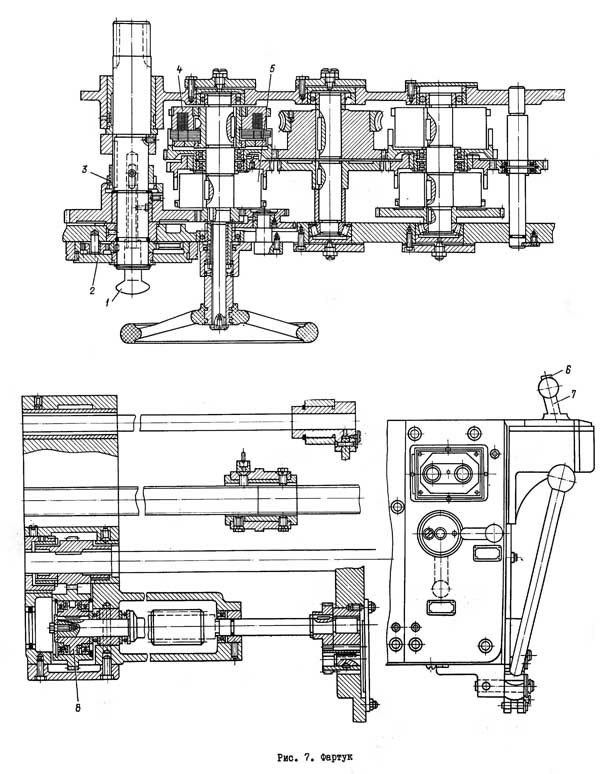
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1М63БФ101
Коробка подач токарно-винторезного станка 1м63Бф101
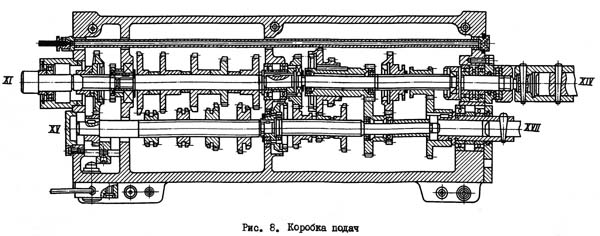
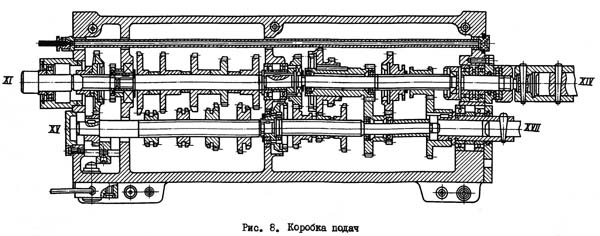
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1М63БФ101
Суппорт токарно-винторезного станка 1м63Бф101
Сменные зубчатые колеса станка 1М63БФ101
Задняя бабка станка 1М63БФ101
Задняя бабка тлеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1М63БФ101
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1М63БФ101
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Технические характеристики электрооборудования станка
Электродвигатель главного привода трехфазные переменного тока:
Электродвигатель быстрого хода каретки
Электродвигатель электронасоса охлаждения
Техническая характеристика системы смазки
Схема электрическая принципиальная станка 1М63БФ101

Электрическая схема токарно-винторезного станка 1м63Бф101
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок «стоп» 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Установочный чертеж токарно-винторезного станка 1М63БФ101

Установочный чертеж токарно-винторезного станка 1м63Бф101
1м63ф101 станок токарно-винторезный универсальный
паспорт, схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1м63ф101
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
1м63ф101 станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок 1М63Ф101 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка 1М63Ф101 позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Принцип работы и особенности конструкции станка
Шпиндель станка 1м63ф101 смонтирован на двух подшипниках:
Сквозь отверстие шпинделя 70 мм проходит пруток диаметром до 65 мм.
Шпиндель получает от коробки скоростей 22 ступени (в действительности 24 ступени, 2 из которых перекрываются) вращения в диапазоне от 10 до 1250 об/мин (знаменатель прогрессии 1,26) и 11 скоростей обратного вращения в диапазоне от 18 до 1800 об/мин.
Изменение чисел оборотов шпиндели производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку передней бабки. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой.
Суппорт станка 1м63ф101 крестовой конструкции имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Каретка суппорта перемещается по направляющим станины (продольное перемещение), по направляющим каретки перемещаются поперечные салазки суппорта (поперечное перемещение); как то, так и другое может быть ручным, механическим, рабочим и ускоренным. Поворотная часть суппорта, расположенная на поперечных салазках, имеет направляющие для перемещения верхней части суппорта (резцовые салазки) с резцовой головкой. Bepxняя часть суппорта (резцовые салазки) также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки устранения люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками. Направляющие продольного перемещения суппорта имеют текстолитовые накладки.
В станке механизированы все основные операции:
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Механическое перемещение верхней части суппорта позволяет производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Фартук закрытого типа со съемной передней стенкой (крышка). Движение суппортной группе передается фартуком от ходового винта или ходового вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем, направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход суппорта. Благодаря: наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одновременного включения маточкой гайки и подачи рукоятки включения их сблокированы.
Коробка подач закрытого типа. Корригированные шестерни, установленные в коробке подач, дают возможность нарезания двух типов резь метрической и дюймовой без перестановки сменных шестерен. При перестановке сменных шестерен имеется возможность нарезания еще двух: типов резьб модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу также осуществляется рукоятками. Для включения винта напрямую рукоятку 5 надо поставить в положение «метрическая резьба», рукоятку 1 — в положение «винт напрямую» рукоятку 8 — «ходовой винт» (см. схему управления рис. 6; 7).
Основные технические характеристики токарно-винторезного станка 1м63ф101
— Станок заменил в производстве модель 163.
Шпиндель токарно-винторезного станка 1м63ф101
Подачи и резьбы токарно-винторезного станка 1м63ф101 без дополнительных сменных колес
В токарном станке 1м63ф101 предусмотрена возможность нарезания особо точных резьб путем исключения кинематических цепей коробки подач и применения специальных прецизионных сменных зубчатых колес.
Модификации токарного винторезного станка 1М63
1М63Ф101 – токарно-винторезный станок с УЦИ, обеспечивающим отсчет поперечного перемещения суппорта, начало серийного выпуска 1976 год.
1М63Б, 1М63БГ, 1М63БФ101 – токарно-винторезные станки 163 серии быстроходные повышенной мощности.
История токарно-винторезных станков серии 163
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 16М30Ф3, 1П756ДФ3.
С 1976 года начало серийного выпуска токарных станков: 1м63Ф101, 1м63Бф101, 1м63мФ101.
В 1992 году начало серийного выпуска последней модели 163 серии 1М63Н.
Габаритные размеры рабочего пространства токарного станка 1м63ф101

Чертеж рабочего пространства токарного станка 1м63ф101
Посадочные и присоединительные базы токарного станка 1м63ф101

Чертеж шпинделя токарного станка 1м63ф101
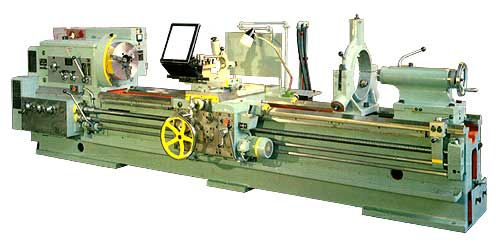
Общий вид токарно-винторезного станка 1м63ф101
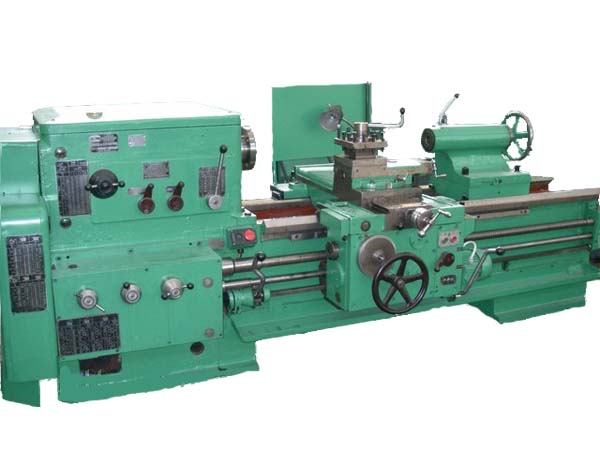
Фото токарно-винторезного станка 1м63ф101

Фото токарно-винторезного станка 1м63ф101

Фото токарно-винторезного станка 1м63ф101
Гитара токарно-винторезного станка 1м63ф101

Гитара токарно-винторезного станка 1м63ф101
Расположение органов управления токарно-винторезным станком 1м63ф101
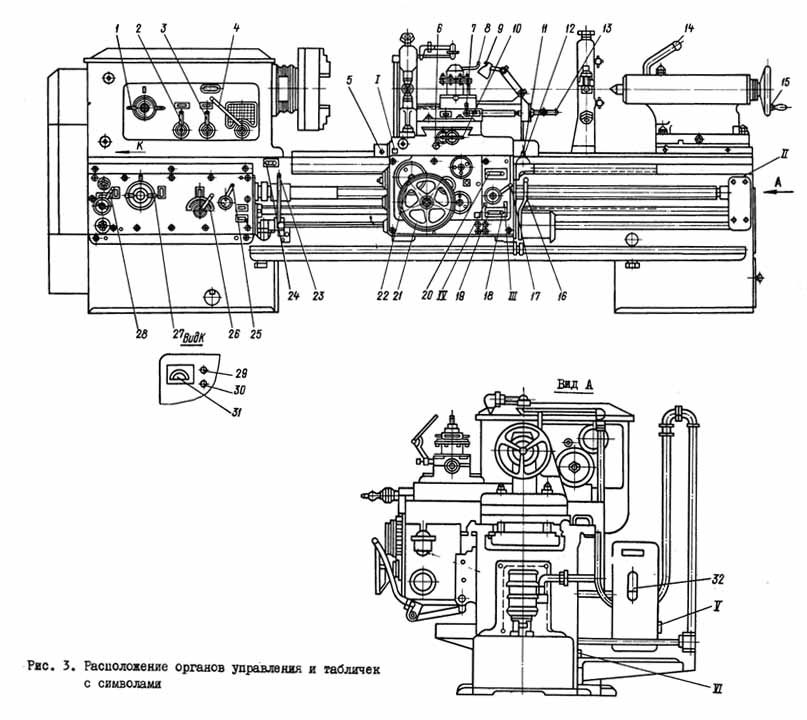
Расположение органов управления токарно-винторезным станком 1м63ф101
Органы управления токарно-винторезного станка 1м63ф101 и их назначение
Кинематическая схема токарно-винторезного станка 1м63ф101
Кинематическая схема токарно-винторезного станка 1м63ф101
Описание кинематической схемы токарно-винторезного станка 1м63ф101
От главного электродвигателя, помещенного в левов тумбе станка, вращение передается клиновыми ремнями на приводной шкив первого (фрикционного) вала коробки скоростей (рис 4).
Значения 24 ступеней частоты вращения шпинделя и числа зубьев зубчатых колес соответствующих кинематических цепей коробки скоростей приведены в табл. 4.
Движение на вал VIII сменных зубчатых колес передается через следующие кинематические цепи:
Кинематические цепи нарезания резьб
Метрические резьбы
Дюймовые резьбы
Модульные резьбы
Питчевые резьбы
При нарезании дюймовых, модульных, питчевых и метрических резьб нельзя использовать механизм ускоренного перемещения каретки в исходное положение, за исключением случаев нарезания метрических резьб. имеющих шаг, кратный шагу ходового винта (шаг ходового винта равен 12 мм).
Возврат каретки в исходное положение осуществляется реверсом фрикциона путем переключения рукоятка 16 или 23 (см. рис. 3) не выключая маточной гайки, т.е. не переключая рукоятку 17 из положения «Ходовой винт».
При нарезании многозаходных резьб деление на число заходов можно осуществлять:
Кинематические цепи подач
Продольные подачи
Движение передается через сменные зубчатые колеса 37-39-40-42 на вал XI коробки подач, далее через зубчатые колеса кинематической цепи метрической резьбы, губчатые колеса 63-80 на ходовой вал XVII и губчатые колеса фартука 81-82, червячную пару 83-86, губчатые колеса 87-91, муфту сцепления, зубчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-90, муфту сцепления, губчатые колеса 89-92, муфту 93-94, зубчатое колесо 95 на рейку 96.
Поперечные подачи
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
Движение передается от ходового вала XVII через зубчатые колеса 81-82, червячную пару 83-86, зубчатые колеса 87-99, муфту сцепления, зубчатые колеса 97-102-104, 104-103 на винт 115.
При обратной подаче движение передается от червячной пары 83-86 через зубчатые колеса 88-100-98, муфту сцепления, губчатые колеса 97-102-104, 104-103 на винт 115.
При подаче верхних резцовых салазок суппорта движение передается от фартука черев губчатые колеса 97-102-104, 105-106, 107-108-109-110, 111-112 и кулачковую муфту на винт 113.
Быстрые перемещения суппорта
Движение передается от электродвигателя через губчатые колеса 85-84, червячную пару 83-86 и далее через механизмы соответствующих подач.
Описание конструкции основных узлов токарно-винторезного станка 1м63ф101
Коробка скоростей токарно-винторезного станка 1м63ф101

Чертеж коробки скоростей токарно-винторезного станка 1м63ф101
Коробка скоростей крепится к левой головной части станины. Приводной шкив 6 (рис. 5) коробки скоростей получает движение от электродвигателя через клиноременную передачу.
Регулирование механизма главного движения ступенчатое. Вращение шкива приводит в движение целый ряд шестерен коробки скоростей, последовательным переключением которых можно получить 24 скорости вращения шпинделя, из которых две перекрываются. Самые высокие шесть скоростей шпиндель получает непосредственно от вала 7, что способствует резкому повышению КПД станка при работе на высоких скоростях, а также значительному уменьшению шума.
Для пуска, остановки и включения быстрого обратного хода имеется фрикционная пластинчатая муфта 5. Введение в действие муфты совершается рукоятками, находящимися на станине у передней бабки и на фартуке.
Торможение шпинделя производится автоматически в момент выключения фрикционной муфты при помощи электромагнитной муфты 8.
В коробке скоростей имеются механизмы, дающие возможность реверсировать движение суппорта, увеличить шаг нарезаемой резьбы в 4 или 16 раз.
Фартук токарного токарно-винторезного станка 1м63ф101
Чертеж фартука токарно-винторезного станка 1м63ф101
Фартук закрытого типа со съемной передней стенкой. Фартук получает движение от коробки подач через ходовой винт при нарезании резьб или через ходовой вал при выполнении остальных работ (рис. 7).
Благодаря наличию электромагнитных муфт 4 и 5 управление фартуком сосредоточено в одной поворотной рукоятке 7, расположенной с правой стороны фартука. Направление поворота этой рукоятки совпадает с направлением необходимого движения подач или быстрого перемещения каретки и поперечных салазок. При этом для обеспечения быстрого перемещения надо нажать на кнопку 6, находящуюся на самой рукоятке.
Благодаря наличию в фартуке обгонной муфты 8, включение ускоренного хода возможно при включенной рабочей подаче.
Во избежание одновременного включения ходового винта и ходового вала предусмотрена электрическая блокировка.
Электродвигатель быстрого перемещения суппорта расположен с правой стороны фартука. На передней части фартука находится лимб 2 продольного точения с ценой деления I мм. С целью исключения влияния механизма фартука при нарезании резьб валик реечного зубчатого колеса продольной подачи отключается от этого механизма путем вталкивания находящейся внутри валика вытяжной кнопки I, которая расцепляет муфту внутреннего зацепления 3.
Циркуляционная система смазки фартука
Система включает в себя резервуар 23, плунжерный насос 17, маслораспределитель 21. Плунжерный насос приводится в действие от кулачка, установленного на валу реечного зубчатого колеса. Масло подается насосом в маслораспределитель, из которого поступает на смазку детален фартука. Контроль наличия в системе смазки и ее уровня в фартуке производится по маслоуказателям 20 и 25. Контроль за работой плунжерного насоса производится при ускоренных перемещениях суппорта.
Коробка подач токарно-винторезного станка 1м63ф101
Чертеж коробки подач токарно-винторезного станка 1м63ф101
Коробка подач закрытого типа, двухосная. Переключением соответствующих рукояток и, при необходимости, установкой сменных зубчатых колес можно получить настройку механизма подач для нарезания нормального ряда метрических, модульных, дюймовых и питчевых резьб, а также для получения необходимых подач при токарной обработке (рис. 8).
Для нарезания точных и специальных резьб можно использовать прямое включение ходового винта (при этом потребуется изготовить специальный набор зубчатых колес).
Суппорт токарно-винторезного станка 1м63ф101

Чертеж суппорта подач токарно-винторезного станка 1м63ф101
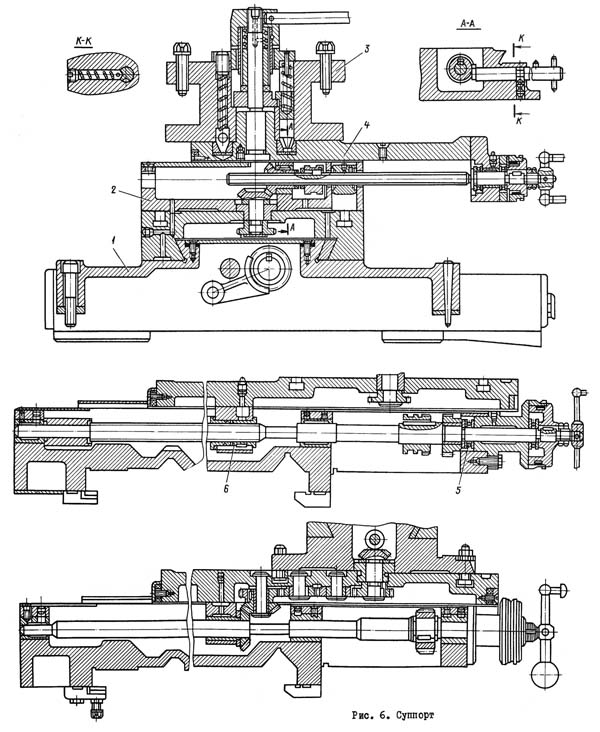
Верхняя часть суппорта также может перемещаться вручную и механически. Гайка поперечного винта 6 имеет устройство для выборки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются упорными шарикоподшипниками 5.
Технические характеристики суппорта токарно-винторезного станка 1м63ф101
Сменные зубчатые колеса станка 1м63ф101
Задняя бабка станка 1м63ф101
Задняя бабка имеет жесткую конструкцию. После установки на направляющие станины задняя бабка закрепляется на ней с помощью двух планок и четырех болтов.
Перемещение задней бабки вдоль станины облегчено вмонтированными в мостик четырьмя подпружиненными шарикоподшипниками. Для определения величины перемещения пиноли при сверлильных операциях около маховика на винте установлен лимб.
Люнеты станка 1м63ф101
Станок снабжен подвижным и неподвижным люнетами для обработки круглых деталей диаметром от 20 до 150 мм.
Система охлаждения станка 1м63ф101
От электронасоса, установленного в правой тумбе, охлаждающая жидкость через шланг по трубопроводу на суппорте поступает к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда поступает в бак правой тумбы и к электронасосу.
Очистку корыт и бака следует производить не реже одного раза в месяц.
Технические характеристики электрооборудования станка
Электродвигатель главного привода трехфазные переменного тока:
Электродвигатель быстрого хода каретки
Электродвигатель электронасоса охлаждения
Техническая характеристика системы смазки
Схема электрическая принципиальная токарно-винторезного станка 1м63ф101

Электрическая схема токарно-винторезного станка 1м63ф101
Управление главным приводом
Пуск электродвигателя осуществляется нажатием одной из кнопок «пуск» 1КУ или 2КУ (расположенных на пультах каретки и около коробки подач) при выключенном фрикционе. При этом н.з. контакт конечного выключателя ВК замкнут. Пускатель КШ получает питание и подключает электродвигатель главного движения к сети. Одновременно с пускателем КШ получают питание реле времени РВ и 1РВ.
Управление вращением шпинделя осуществляется с помощью фрикциона, включаемого от рукоятки.
При отключенном фрикционе н.з. контакт ВК остается замкнутым, реле времени РВ, 1РВ и тормозная муфта включены. При этом загорается сигнальная дампе 2ЛС. При работе двигателя главного движения на холостом ходу, реле времени РВ, настроенное на выдержку 2,5-3 мин, отключает катушку магнитного пускателя и соответственно двигатель от сети. Одновременно, реле времени 1РВ, настроенное на выдержку 25 сек потеряет питание и отключит тормозную муфту.
При включении фрикциона н.з. контакт ВК разрывается, отключает реле времени РВ и обеспечивает работу станка. Останов двигателя осуществляется нажатием на одну из кнопок «стоп» 3КУ или КУ. При этом через н.з. контакт КШ включается реле РВ и тормозная муфта 5ЭМ. Контроль за нагрузкой электродвигателя осуществляется по амперметру.
Значение тока электродвигателя главного привода в зависимости от напряжения:
Управление приводом подач
Рабочие подачи осуществляются от двигателя главного привода, ускоренные хода от двигателя ускоренного хода типа АOЛ2-21-4 (4Ах80А4УЗ) 1,1 кВт (1,475 л.с.) 1400 об/мин при 50 Гц, 1690 об/мин при 50 Гц.
Включение электродвигателя ускоренного хода при любом положении рукоятки переключателя обеспечивается пусковой толчковой кнопкой, встроенной в головку рукоятки крестового переключателя.
Во избежание одновременного включения маточной гайки и электромагнитных муфт, предусмотрен блокировочный конечный выключатель ВКФ, установленный внутри фартука, который обрывает цепь питания муфт при включении маточной гайки.
Для предотвращения пробоя электромагнитных муфт и уменьшения искрообразования на контакте при отключении катушки, предусмотрены разрядные сопротивления R1…R5.
На фартуке станка имеется переключатель режимов работы на три положения, который включает муфты соответственно на:
Привод охлаждения
Привод охлаждения осуществляется от электронасоса типа ПА-22, 0,12 квт (0,163 л.с.) 2800 об/мин при 50 Гц, 3350 об/мин, при 60 Гц. Пуск и останов электродвигателя осуществляется включением переключателя, установленного на фартуке станка.
Блок цифровой индикации Ф5071
Блок цифровой индикации Ф5071 предназначен для цифровой индикации перемещений подвижности узлов металлорежущих станков класса точности «Н».
Блок предназначен для совместной работы с датчиком перемещений на базе бесконтактного сельсина БС-155А и блоком питания типа Ф5075 в стационарных условиях механических цехов машиностроительных предприятий.
Технические характеристики блока индикации Ф5071
Цифровой отсчет на индикаторном табло прибора блок индикации Ф5071, соответствующий одному обороту ротора сельсина БС-155А, составляет 10,00мм;
Прибор блок индикации Ф5071 обеспечивает:
Блок нормально функционирует при скорости изменения фазы измерительного сигнала до 1500 циклов в минуту;
Прибор блок индикации Ф5071 допускает длительную непрерывную работу в течение не менее 16 часов с последующим перерывом 1 час;
Отсчет показаний блока производится с индикаторного табло, состоящего из символа контролируемой координаты, одной знаковой и шести цифровых газоразрядных индикаторных ламп;
Определение показания внутри единицы младшего разряда производится по газоразрядному индикаторному прибору;
В блоке предусмотрена возможность смены пластмассовых пластин с символами контролируемых координат X, У, Z;
Питание прибора блок индикации Ф5071 осуществляется от автономного блока питания типа Ф5075.
Суммарная мощность, потребляемая блоком индикации и блоком питания, не превышает 65ВА при номинальном напряжении питающей сети;
Установочный чертеж токарно-винторезного станка 1м63ф101

Установочный чертеж токарно-винторезного станка 1м63ф101